zhangchunl@belimetal.com
Tel: +8618974166960



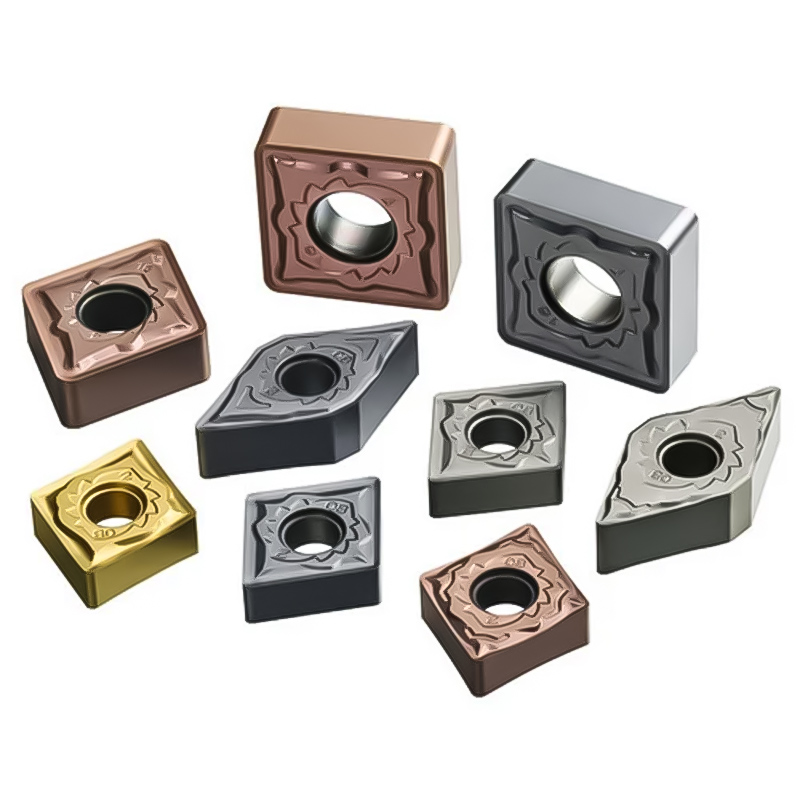
Ceramic inserts are ultra-hard, high-performance cutting tools designed for high-speed machining of challenging materials such as hardened steels, cast iron, superalloys, and heat-resistant aerospace components. Composed of advanced ceramic composites (Al₂O₃, Si₃N₄, or SiAlON), these inserts excel in extreme thermal environments (up to 1,500°C), enabling dry machining with exceptional wear resistance and prolonged tool life. Ideal for roughing to finishing operations, ceramic inserts deliver 2-3× faster cutting speeds compared to carbide, while maintaining precision in demanding industrial applications.
Key Features & Benefits:
1. Superior Thermal & Chemical Stability:
– Alumina-Based (Al₂O₃): Optimized for continuous cutting of cast iron and steel, offering excellent abrasion resistance and edge stability.
– Silicon Nitride (Si₃N₄): Enhanced fracture toughness for intermittent cuts in nickel-based superalloys (e.g., Inconel, Hastelloy).
– SiAlON (Si-Al-O-N): Balanced thermal shock resistance for high-speed machining of aerospace titanium and hardened steels (45-65 HRC).
2. High-Speed Machining Capability:
– Operate at speeds up to 1,200m/min in gray cast iron and 800m/min in hardened steels, reducing cycle times by 50%.
– Engineered chipbreakers and polished rake faces minimize heat generation and facilitate smooth chip evacuation.
3. Advanced Coatings & Geometries:
– CVD/PVD Coatings: TiN/TiCN coatings reduce friction and extend tool life in abrasive materials.
– Reinforced Edge Designs: Micro-grained structures and chamfered edges prevent chipping during high-feed operations.
4. Eco-Friendly & Cost-Efficient:
– Enable dry machining, eliminating coolant costs and environmental impact.
– 3-5× longer tool life versus carbide in high-temperature applications, lowering per-part machining costs.
Application Scenarios:
– Automotive: High-speed turning of brake drums, engine blocks, and hardened gear components.
– Aerospace: Machining turbine blades, combustion chambers, and landing gear from Inconel 718 or Ti-6Al-4V.
– Energy Sector: Roughing/finishing of wind turbine shafts and nuclear reactor components.
– Tool & Die: Precision machining of high-hardness mold steels (e.g., H13, D2) with Ra ≤0.4μm finishes.
Operational Guidelines:
– Speed & Feed Recommendations:
– Gray Cast Iron: 800-1,200m/min, 0.2-0.5mm/rev.
– Hardened Steel (50 HRC+): 200-400m/min, 0.1-0.3mm/rev.
– Nickel Alloys: 100-250m/min, 0.05-0.15mm/rev.
– Tool Setup: Use rigid tool holders with minimal overhang; avoid interrupted cuts with pure Al₂O₃ grades.
– Coolant: Dry machining preferred; if needed, use air blast or MQL to avoid thermal shock.





 Download Brochure
Download Brochure