zhangchunl@belimetal.com
Tel: +8618974166960




Cermet (Ceramic-Metal) inserts are advanced cutting tools engineered for high-speed finishing and semi-finishing operations, combining the wear resistance of ceramics with the toughness of metals. Ideal for machining steel, cast iron, stainless steel, and heat-resistant alloys, these inserts deliver exceptional surface finishes (Ra ≤0.8μm) and tight tolerances (IT5-IT7) in turning, milling, and threading applications. With superior thermal stability and chemical inertness, cermet inserts outperform traditional carbide tools in high-temperature, high-precision environments.
Key Features&Benefits:
1. Hybrid Material Excellence:
– Cermet Composition: Titanium carbide (TiC)/titanium nitride (TiN) ceramic matrix bonded with nickel/cobalt alloys, achieving HV 1500-2000 hardness and 30% higher wear resistance than carbide.
– Nano-Coating Options: Multi-layer TiAlN/AlCrO coatings enhance heat resistance (up to 1,100°C) and reduce crater wear in continuous cutting.
2. High-Speed Precision:
– Optimized rake angles and edge preparation enable speeds 2-3× faster than carbide, up to 800m/min in steel finishing.
– Sharp, polished edges minimize cutting forces, reducing workpiece deformation in thin-wall or heat-sensitive components.
3. Thermal & Chemical Stability
– Oxidation-resistant design maintains edge integrity at 800-1,000°C, ideal for dry machining or minimal lubrication.
– Inert to diffusion wear in sticky materials (e.g., aluminum, copper alloys), preventing built-up edge (BUE).
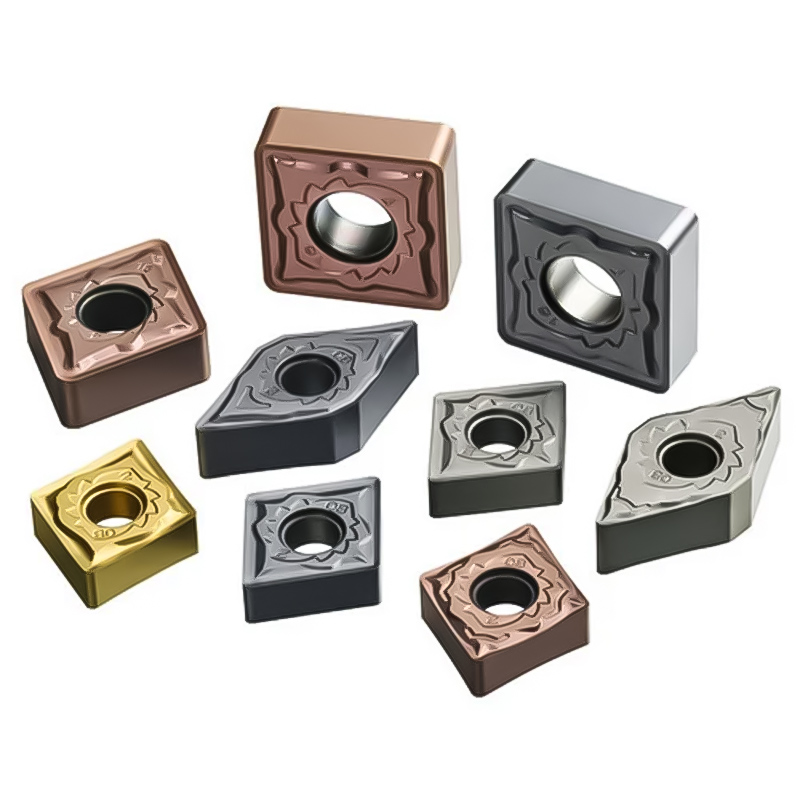
4. Versatile Geometry Portfolio – Turning: CNMG, TNMG, WNMG grades for finishing to roughing.
– Milling: Square (SEET), round (RCMT), and octagonal inserts for shoulder milling and contouring.
– Threading: Full-profile and V-shaped inserts for ISO metric/unified threads.
Application Scenarios:
– Automotive: High-speed finishing of transmission gears, crankshaft journals, and brake discs.
– Aerospace: Precision contouring of turbine blades and landing gear components.
– Medical Devices: Mirror-finish machining of surgical implants (Ti-6Al-4V, Co-Cr alloys).
– Electronics: Micro-milling of copper heat sinks and aluminum housings.
Operational Guidelines:
– Speed & Feed:
– Steel Finishing: 500-800m/min, 0.05-0.15mm/rev. – Cast Iron: 300-600m/min, 0.1-0.3mm/rev.
– Stainless Steel: 150-350m/min, 0.05-0.2mm/rev.
– Tool Setup: Use rigid tool holders with minimal overhang; avoid interrupted cuts in uncoated grades.
– Coolant Strategy: Prefer dry cutting or MQL (Minimum Quantity Lubrication) to maximize thermal advantage.





 Download Brochure
Download Brochure